
和包丁の焼入れ(Quenching of Japanese knife)
焼入れ(quenching)は、鋼をオーステナイト組織になるまで加熱した後、一定時間保持後、急冷してマルテンサイト組織を得る熱処理を指します。鉄を加熱してオーステナイト組織になったときの固溶出来る最大炭素量は2.1%で、それ以上の炭素を含んだ鉄を焼入れしても、余分な炭素は硬くてもろいセメンタイトとなって析出するため、焼き入れすることができません。
また、0.022%未満の鋼は、炭素の強制固溶が無いため、焼き入れすることができません。
焼入温度は、刃物としての焼入可能な範囲でなるべく低温で焼入 れするのが理想です。これは温度が高くなるほど、鋼の結晶粒が大き くなり、脆さが増し、鋼の炭素が空気中の酸素と化合し、表面の炭素量が少な くなる脱炭(だったん)を生じるからです。
また、焼入れた鋼はそのまま用いられることはなく、必ず焼もどし、してから使用されます。
焼入れ(quenching)
鉄鋼材料の機械的性質は、金属組織と密接な関係があることが知られています。材料を構成する成分やその量の割合が同じであっても、熱処理などによって金属組織が変わると、強さ、硬さ、靭性等の機械的性質が大きく変わります。金属組織は、観察面を鏡面研磨して薄い酸で腐食することにより、顕微鏡で観察することができます。
金属組織
- 脱炭組織
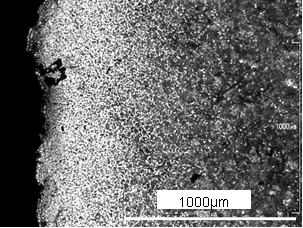 鋼材を高温に加熱すると、空気中の酸素と鋼材表面の炭素が結合して抜けていく現象です。これにより、鋼材の表面近くの炭素の濃度が内部に比べて低くなります。
鋼材を高温に加熱すると、空気中の酸素と鋼材表面の炭素が結合して抜けていく現象です。これにより、鋼材の表面近くの炭素の濃度が内部に比べて低くなります。
- この状態で焼入れを行うと、内部は焼きが入りマルテンサイト組織になって体積膨張しますが、表面は炭素が少なく焼きが入らないため体積膨張しません。
体積膨張しないため、表面に引張の残留応力が生じやすくなり、強度的に不利な状態となります。 - 過熱組織
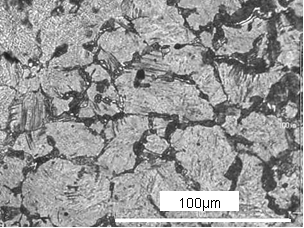
 適正温度より高い温度に加熱し、冷却すると、結晶粒が大きく成長します。このため、強度が大きく低下します。
適正温度より高い温度に加熱し、冷却すると、結晶粒が大きく成長します。このため、強度が大きく低下します。
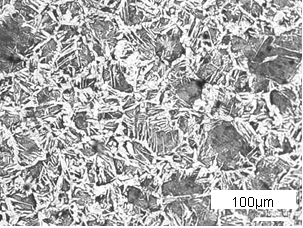
- 高温焼入組織
 適正温度より高い温度で焼入れすると、全てがマルテンサイト組織とはならず、一部にオーステナイト組織(残留オーステナイト)が残った状態となります(白色の組織)。
適正温度より高い温度で焼入れすると、全てがマルテンサイト組織とはならず、一部にオーステナイト組織(残留オーステナイト)が残った状態となります(白色の組織)。
残留オーステナイトは軟らかいため硬度不足である上、経年変化でマルテンサイト組織になって体積が増え、寸法変化を起こす原因となります。 - 低温焼入組織
 適正温度より低い温度で焼入れすると、硬度が低下したり、靭性が小さくなったりします。
適正温度より低い温度で焼入れすると、硬度が低下したり、靭性が小さくなったりします。
- 冷却速度小
 焼入れの際の冷却速度が小さい場合。硬度が低下したり、靭性が小さくなったりします。
焼入れの際の冷却速度が小さい場合。硬度が低下したり、靭性が小さくなったりします。
(Photograph from 新潟県工業技術総合研究所)
炭素工具鋼の焼入れ
刃物としての硬さが必要な場合は過共析鋼(hyper-eutectoid steel) を使用します。過共析鋼は、 初析セメンタイトとパーライトからなり、炭素濃度は0.77%〜2.11%です。炭素鋼の場合SK材がこれに当ります。
焼入れによるマルテンサイトの硬さそのものを利用するので低温焼戻しで硬さを下げないようにします。
200℃以下の低温焼戻しでは組織はソルバイト化せず、過飽和に固溶した炭素はε炭化物(Fe2.4C)として析出します。
これにより焼入組織は0.3%C程度の低炭素マルテンサイトに変化し、硬さを維持しつつ内部応力を緩和させて、靭性を回復します。
過共析鋼ではA1変態の段階でフェライトは消滅し、オーステナイトとセメンタイトの組織となります。
このため、温度が高いほどセメンタイトの溶込みが多くなり、焼入硬さも高くなっていきますが、適正な温度にしなければなりません。
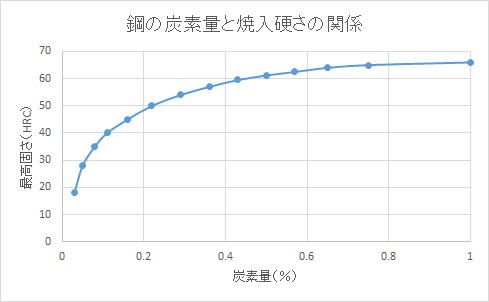
過共析鋼の、炭素量と硬さの関係をプロットすると、それらは直線関係ではなく、下図グラフのように炭素量の増加に対する硬さの上昇は段々と寝てきます。
炭素量が0.6%までは炭素の増加とともに焼入硬さが高くなりますが、これ以上炭素が増してもHRC65以上にはならないことがわかります。
代表的な炭素工具鋼であるSK105 (旧SK3) の場合、炭素量は1%程度ありますが、その総てをオーステナイトに固溶させる必要はありません。むしろ球状化焼なましによって均一分散しているセメンタイトの分布状態を崩さないよう、セメンタイトが完全に溶込むまで温度を上げないようにします。
球状セメンタイトが残ることで、HRC60位のマルテンサイト中にHRC68を超えるセメンタイトが細かく分散したような状態になり、刃物としての切れ味が良くなります。
繊維に細かなセメンタイトがノコギリの刃のように引っ掛かって切断していきますから、セメンタイトが細かく、一様に分布していることが切れ味の良さを生みます。球状セメンタイトの分布を壊さないように硬くするのが良い焼入れです。
(熱処理資料室を参照)
刃物鋼の焼き入れ
25×25×6mmの日立金属(株)製ヤスキハガネ白紙2号を、750〜900℃で焼入した物の、金属組織です。
775℃が、ほぼ理想的な焼入れ温度で、細かい焼戻しマルテンサイトがみられます。
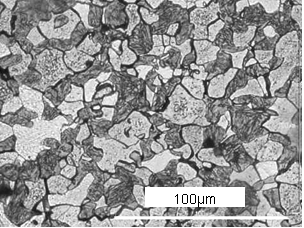
- 25×25×6mmの日立金属(株)製ヤスキハガネ白紙2号の金属組織。
 フェライト(白い組織)の基地に球状炭化物(セメンタイト)が一様に分布した状態になっています。
フェライト(白い組織)の基地に球状炭化物(セメンタイト)が一様に分布した状態になっています。
pichori
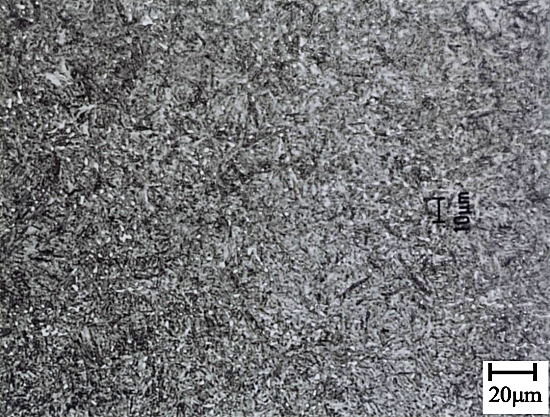
- 焼入れ:750℃に20分保持後、水冷、焼戻し:180℃に1時間保持後、空冷
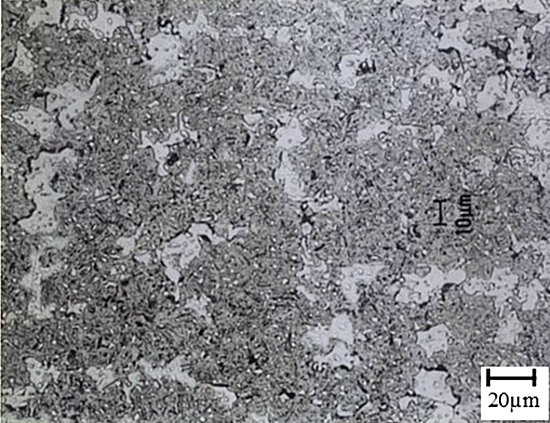 焼戻しマルテンサイト(灰色の組織)の基地にセメンタイトとフェライト(白色の部分)がみられます。フェライトがみられることから、焼入れ温度が理想的な焼入れ温度に比べてやや低かったと考えられます。フェライトはかなり軟らかい組織であるため、焼入れ温度750℃のときには硬さが低くなったのです。
焼戻しマルテンサイト(灰色の組織)の基地にセメンタイトとフェライト(白色の部分)がみられます。フェライトがみられることから、焼入れ温度が理想的な焼入れ温度に比べてやや低かったと考えられます。フェライトはかなり軟らかい組織であるため、焼入れ温度750℃のときには硬さが低くなったのです。
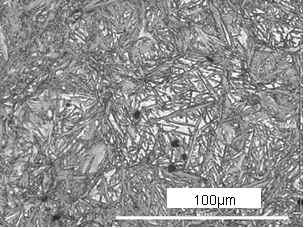
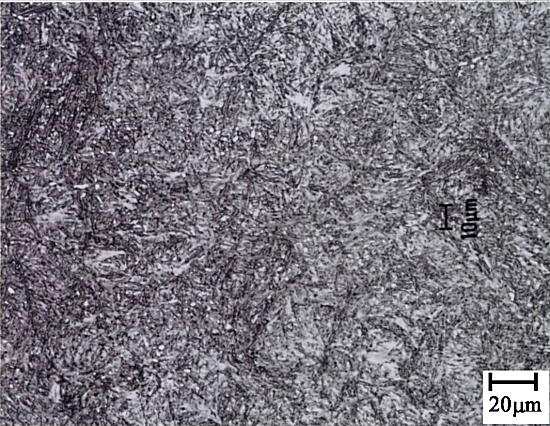
- 焼入れ:775℃に20分保持後、水冷、焼戻し:180℃に1時間保持後、空冷
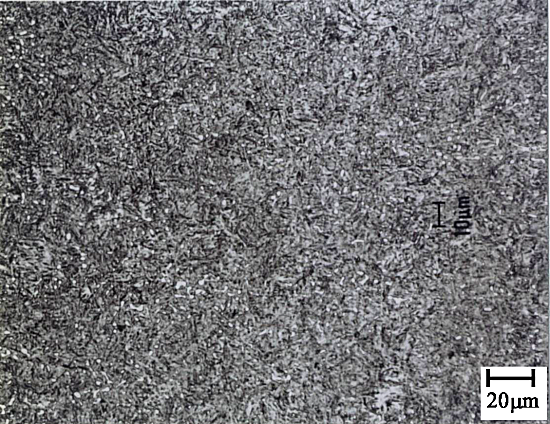 ほぼ理想的な焼入れ温度による金属組織で、細かい焼戻しマルテンサイトがみられます。
ほぼ理想的な焼入れ温度による金属組織で、細かい焼戻しマルテンサイトがみられます。
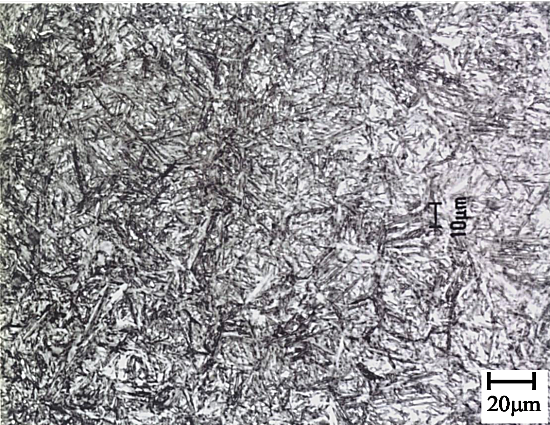
- 焼入れ:800℃に20分保持後、水冷、焼戻し:180℃に1時間保持後、空冷
 理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
- 焼入れ:825℃に20分保持後、水冷、焼戻し:180℃に1時間保持後、空冷
 理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
- 焼入れ:850℃に20分保持後、水冷、焼戻し:180℃に1時間保持後、空冷
 理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
- 焼入れ:875℃に20分保持後、水冷、焼戻し:180℃に1時間保持後、空冷
 理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。
- 焼入れ:900℃に20分保持後、水冷、焼戻し:180℃に1時間保持後、空冷
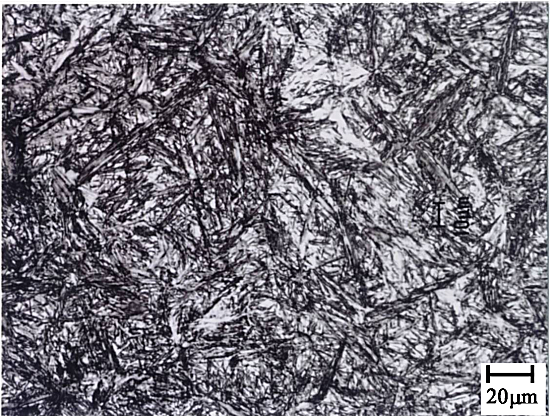 焼戻しマルテンサイトに加えて白い組織が多くみられます。この白い組織は残留オーステナイトと考えられます。残留オーステナイトは軟らかい組織ですが、後になって硬いマルテンサイトに変わることがあります。
焼戻しマルテンサイトに加えて白い組織が多くみられます。この白い組織は残留オーステナイトと考えられます。残留オーステナイトは軟らかい組織ですが、後になって硬いマルテンサイトに変わることがあります。
(Photograph from 新潟県工業技術総合研究所)